Instrucciones de Seguridad para los Operadores de Instalaciones
Los operadores de sistemas de equipos de esmerilado y pulido están obligados fundamentalmente a minimizar de forma eficaz todos los peligros potenciales existentes . Para ello deben tomar las medidas de protección adecuadas sobre la base de una evaluación periódica de la seguridad de los puestos de trabajo, con el fin de diseñar el entorno de trabajo de acuerdo con el estado de la técnica
EQUIPO DE PROTECCIÓN AL PULIR
Al lijar y pulir, el equipo de trabajo utilizado crea riesgos considerables para la salud. Por lo tanto, es obligatorio llevar un equipo de protección personal adecuado para la seguridad en el trabajo al lijar y pulir. En particular, por razones de seguridad laboral, todas las herramientas rotativas de pulido y cepillado sólo pueden utilizarse con fundas adecuadas..

Use protección ocular / facial
El fino polvo que emana del pulido es perjudicial para los ojos. Las piezas que salen despedidas pueden causar lesiones graves en la cara y los ojos.
Use protección respiratoria
Durante el pulido se produce polvo fino contaminado con metales pesados y respirable, que sólo puede retenerse con una protección respiratoria adecuada.

Use ropa de protección
Las piezas voladoras pueden causar lesiones sensibles en todo el cuerpo.

Use guantes
En general, deben utilizarse guantes para lijar y pulir. Si existe riesgo de enrollamiento (por ejemplo, taladros, procesamiento de piezas pequeñas, etc.), puede prohibirse el uso de guantes sobre la base de una evaluación de riesgos.

Use protección auditiva
Debido a la exposición al ruido durante el esmerilado y el pulido, es necesario llevar regularmente una protección auditiva adecuada.
MANIPULACIÓN Y ALMACENAMIENTO DE LOS DISCOS DE PULIR GIRATORIOS
Los discos de pulir deben almacenarse en un lugar seco, limpio y fresco. Para evitar desequilibrios, los discos de pulir y lijar sólo deben almacenarse en posición horizontal.
La fundición duroplástica y los compuestos adhesivos procesados en los discos de pulir sólo tienen una resistencia al impacto limitada. Por ello, las herramientas de pulido deben manipularse con cuidado y no deben exponerse a golpes fuertes ni a fuerzas puntiformes. Los discos de pulir con el núcleo dañado no pueden seguir utilizándose por razones de seguridad y deben desecharse.
SUJECIÓN DE DISCOS DE PULIR GIRATORIOS.
Los discos de pulido no deben funcionar desequilibrados. Por ello, la sujeción de los discos de pulir requiere un centrado eficaz. Los discos de pulir de material macizo, los anillos de pulir con núcleo fijo y los cuerpos de pulir con núcleo hueco deben fijarse alrededor del agujero central mediante bridas de sujeción adecuadas. Los mandriless de sujeción deben cubrir al menos el 20 - 33% de la superficie total del disco o corresponder al diámetro de las tapas laterales.
Si el diámetro del orificio y el del eje de la máquina difieren, se centran mediante dispositivos adecuados: los ejes demasiado pequeños pueden adaptarse al diámetro del orificio mediante placas de centrado o adaptadores. Los discos con orificios demasiado pequeños nunca deben forzarse sobre ejes demasiado grandes.
VELOCIDADES DE LOS DISCOS DE PULIR GIRATORIOS
Los discos de pulido giratorios que funcionan a velocidades demasiado altas o demasiado bajas entrañan peligros considerables. Si se superan las velocidades máximas permitidas de los discos de pulir giratorios y/o de los sistemas de pulido, existe riesgo de muerte por proyección de piezas debido al riesgo de rotura. Si los discos de pulido giratorios funcionan a velocidades demasiado bajas, una pieza podría ser recogida espontáneamente y acelerada a su velocidad periférica.
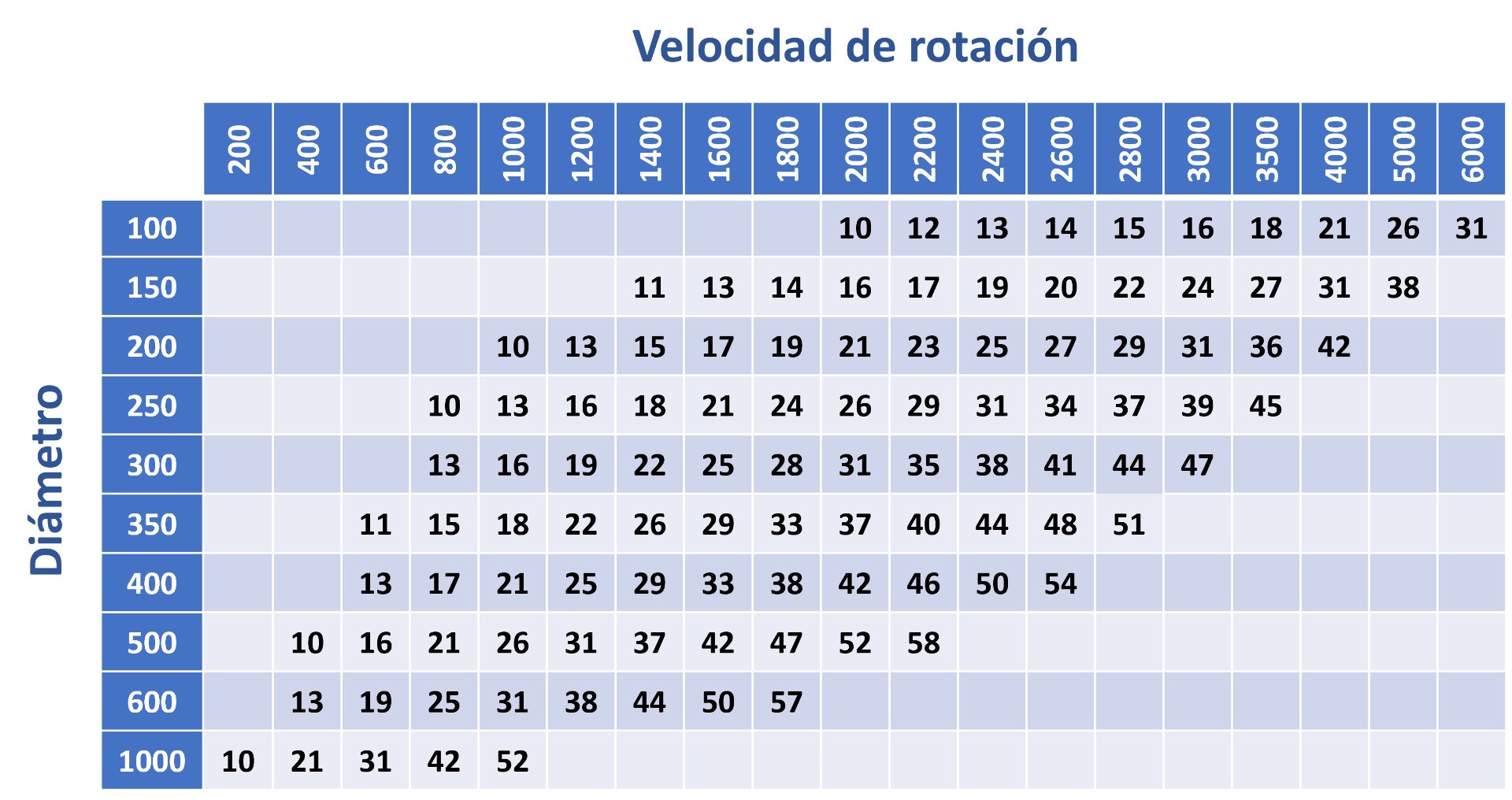
En la tabla siguiente se especifican las velocidades periféricas y las velocidades de rotación máximas en función del diámetro de la polea. Las demás normas legales, industriales y de asociaciones profesionales, así como las recomendaciones de los fabricantes, que indican valores inferiores para la velocidad circunferencial máxima, tienen prioridad sobre esta lista.

VELOCIDADES TÍPICAS DE LAS RUEDAS DE PULIDO GIRATORIAS
A partir de la tabla siguiente, pueden determinarse las velocidades de corte en función del diámetro y las velocidades de las muelas de pulido (velocidades en rpm, velocidades de corte en m/s):
INSTRUCCIONES DE SEGURIDAD PARA DIÁMETROS DE EJE
Para garantizar la seguridad y la salud en el trabajo, en ningún caso deben superarse ni quedar por debajo del diámetro mínimo del eje y las dimensiones máximas de las herraminetas giratorias prescritas por el fabricante de los sistemas de pulido. Los datos de la siguiente tabla son meramente orientativos. Otras normativas legales o de asociaciones profesionales, así como las recomendaciones del fabricante que muestren valores diferentes a éstos, tienen prioridad sobre esta lista.

INSTRUCCIONES DE SEGURIDAD PARA HERRAMIENTAS DE MANGO
Por razones de seguridad, es imprescindible mantenerse en todo momento dentro de la velocidad de giro máxima permitida. La seguridad sólo está garantizada si:
- la profundidad de sujeción es de al menos 15 mm.
- no se sobrepasa la velocidad de giro máxima indicada para longitudes de mango no soportadas.
RIESGOS DE INCENDIO Y EXPLOSIÓN AL ESMERILAR, CEPILLAR Y PULIR ALUMINIO
Cuando se procesa aluminio mediante esmerilado, cepillado y pulido, se generan polvos combustibles que, al mezclarse con el aire, pueden formar una atmósfera explosiva. Si al mismo tiempo está presente una fuente de ignición eficaz para la mezcla de polvo y aire, se produce una explosión.
Cuando el polvo de aluminio entra en contacto con el agua, por ejemplo durante el procesamiento húmedo o la separación de polvo en el separador húmedo, puede generarse gas hidrógeno. En condiciones normales, forma una atmósfera explosiva con el aire a partir de una fracción volumétrica de aprox. el 4%. Siempre que no haya intercambio de aire o éste sea insuficiente (por ejemplo, en partes cerradas de sistemas o contenedores), puede existir riesgo de explosión debido a la acumulación de hidrógeno.
Cuando el polvo de aluminio entra en contacto con el oxígeno, se produce una reacción de oxidación con desarrollo de calor. Las partículas finas de aluminio tienen una gran superficie. Las partículas recién creadas son más reactivas. Las condiciones ambientales térmicamente aislantes, como una elevada proporción de aire en el polvo, la mezcla de fibras de algodón por las herramientas de pulido, etc., favorecen que se alcance la temperatura de ignición de los componentes individuales de los residuos en el caso de grandes cantidades de residuos (la temperatura de ignición del algodón es de 450 ºC). Sin una fuente de ignición externa, puede producirse un fuego latente dentro de los propios residuos o un fuego abierto en la superficie de los residuos.
RIESGOS DE INCENDIO Y EXPLOSIÓN CON MEZCLAS DE MATERIALES
Al procesar aluminio y materiales generadores de chispas en los mismos sistemas, debe garantizarse que se evita el riesgo de incendio y explosión. Además, debe excluirse la aparición simultánea de mezclas explosivas de polvo/aire y fuentes de ignición efectivas. Al mecanizar materiales que producen chispas, por ejemplo acero normal, hierro fundido gris, acero inoxidable (para trabajos de lijado grueso como desbaste o corte) o titanio, se generan chispas que pueden ser fuentes de ignición efectivas. Tampoco pueden descartarse reacciones peligrosas entre los diferentes polvos y lodos de materiales.
ELIMINACIÓN DE POLVOS Y SEDIMENTOS DE ALUMINIO
El autocalentamiento durante el almacenamiento o el transporte de los polvos y sedimentos de aluminio extraídos y separados debe limitarse de tal manera que no se produzcan incendios con combustión lenta ni fuegos abiertos. En el caso de los polvos de pulido finos y secos, el riesgo de autoinflamación es especialmente elevado. Los lodos que dejan de estar completamente cubiertos por el agua y, por tanto, se secan parcialmente en la superficie, también pueden calentarse hasta el punto de provocar una combustión espontánea. El autocalentamiento de los residuos puede evitarse mediante la adición controlada de aditivos reactivos adecuados o mediante el almacenamiento completo y permanente de los polvos bajo el agua. Además, la tendencia al autocalentamiento y, por tanto, el riesgo de autoignición pueden reducirse añadiendo mayores proporciones de sustancias no reactivas (por ejemplo, polvo de piedra caliza para el desempolvado en seco).
- Los polvos de aluminio secos deben almacenarse y transportarse en recipientes cerrados. Debe evitarse que el agua que gotee o salpique penetre en el contenedor.
- El polvo de aluminio húmedo debe almacenarse y transportarse en contenedores cerrados diseñados de forma que el gas hidrógeno liberado pueda escapar con seguridad. Además, los contenedores no deben presentar manchas de óxido.
ELIMINACIÓN DE OTROS RESIDUOS DEL PULIDO
Los residuos generados durante el pulido, así como los discos de pulido usados, deben recogerse y entregarse a un socio de eliminación certificado para su reciclado.
DIRECTRICES E INFORMACIÓN ADICIONAL
Recomendamos encarecidamente a nuestros clientes que observen y apliquen las normas y directrices pertinentes de las asociaciones profesionales, en particular:
- DGUV 109-001 (esmerilado, cepillado y pulido de aluminio - evitar incendios y explosiones de polvo)
- DGUV 100-500 (en particular el capítulo 2.19: máquinas de esmerilado / capítulo 2.25: herramientas de esmerilado y cepillado)
- DGUV 112-995 (uso de guantes de protección)
- DGUV 209-002 (esmerilado)
Puede encontrar más información sobre el esmerilado y pulido seguros aquí:
- FEPA (Federación Europea de Productores de Abrasivos) Publicaciones sobre seguridad
- Las páginas de referencia de FEPA Abrasives Savety